在线留言
 点击查看
点击查看当前位置:
熔料塑化质量的好坏,对制品的质量有着非常大的影响,所以,如果想要提高塑化的质量,首先应该了解影响塑料造粒机熔融长度的因素有哪些,下面小编带大家来了解一下!
1、塑料性质的影响
塑料性质对流率及熔融长度的主要影响因素有:塑料的热性能参数,流变性能参数。对于比热容小,热导率大,熔融潜热小、密度小、熔点温度低的塑料熔融快,所需熔融段长度短;或者是在相同熔融段的长度下,可以获得更大的流率。
2、工艺条件的影响
挤出流率Q与熔融长度成正比。Q的增加会导致迟滞作用加强,也就是熔融的发生和完成都会存在延迟,且末端温度波动幅度会变大。在其他条件不变的情况下,随着流率的不断增加,产品质量会出现变坏的情况。所以一定要增加流率,需要增加相应压缩段的长度。否则,产品的质量则会得到降低。
3、废旧塑料造粒机螺杆几何参数的影响
通常认为螺槽深度H在实用范围内大一些更好,因为Q相同的情况之下,螺槽的深度大的固相速度则会变慢,更有利于料筒的传热,当然,也减少了一些摩擦热。这个因素主要是对前者存在影响,后者的影响并不那么明显。








2021-07-28
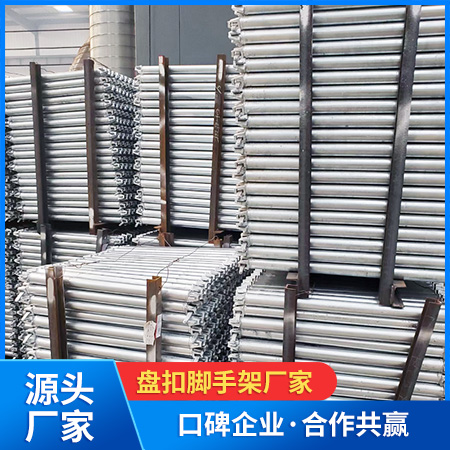
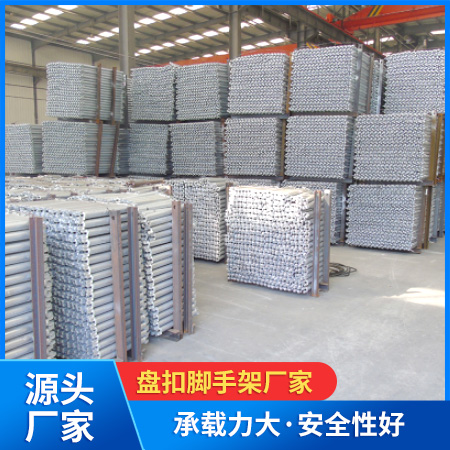
盘扣式脚手架又叫圆盘式脚手架(海内规范上定义为承插式),和轮扣式脚手架并不是统一类型。在海内很多人把盘扣式脚手架和轮扣式脚手架混为一谈,很显著是错误的。盘扣式脚手架技术发源于德国,是欧洲和美洲的主流产品,我国从20世纪初开始引进盘扣式脚手架,目前海内更多的建设项目开始使用盘扣式脚手架。
盘扣式脚手架主要分为立杆、横杆、及斜杆,各类杆件集成了专用的连接配件,横杆与斜杆上的连接卡钳通过插销固定在立杆的连接盘上,立杆的连接盘共有8个孔,4个小孔为横杆专用,4个大孔是斜杆专用,并平均布置,横杆与斜杆的连接卡钳根据直径48mm的钢管弧度设计,与立杆钢管呈整面接触,敲紧插销后,呈三点受力( 接头上下二点及插销对圆盘一点)可紧紧固定增加结构强度并传递水平力,横杆卡钳、圆盘与钢管采用满焊固定,气力传递准确无误,而斜杆卡钳设计为可滚动,通过铆钉与钢管固定。立杆与立杆的连接方式是通过外套或内套连接管为主,一头通过焊接固定在立杆上,一头通过专用孔销固定。